
-
全国咨询服务热线:
0755-82579946 / 82579948
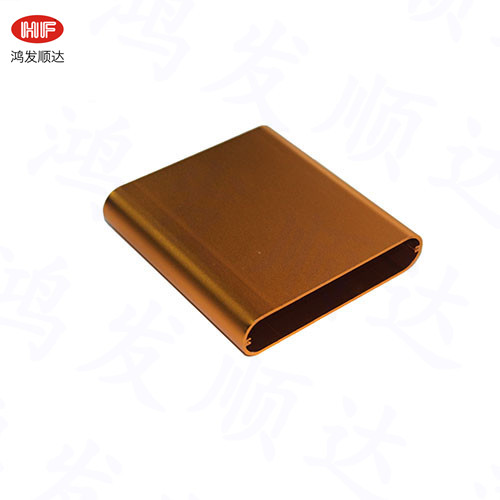
铝合金具有重量轻、散热好、易加工、耐腐蚀等特点,因此铝合金产品被广泛使用。许多商用壳体是由铝合金制成的,而大多数铝合金壳体是通过二次加工由铝合金板制成的。在大规模生产中,铝合金壳体主要通过冲压加工。铝合金外壳在冲压生产过程中特别容易被压碎和划伤。因此,在铝合金壳体的模具制造和冲压生产过程中,应注意以下九个关键点:
一,铝合金材料相对较软,以防止冲压过程中铝合金的变形和位移。必须在冲压模具上设置精确的定位,并且定位装置需要没有菱角的光滑表面。通过这种方式,可以有效地减少由冲压铝合金壳体引起的缺陷。
二,合理设计模具间隙,防止铝合金壳体胀形和塌角。
第三,在设计铝合金壳体的结构时,应尽可能避免深孔,因为铝合金壳体后面的大多数过程需要阳极氧化,并且深孔在阳极氧化过程中容易储存酸。
第四,模具的所有刃口必须用慢走丝切割,因为快动丝和中动丝切割的模具刃口不均匀,冲压时铝合金外壳刃口容易出现毛刺和锯齿。
第五,冲压铝合金外壳时,铝合金板必须粘贴聚乙烯薄膜。聚乙烯薄膜能有效减少擦伤和擦伤。
第六,在生产过程中,模具,冲压平台和转移泡罩托盘应保持清洁和无杂质。
第七,铝合金是热的良导体。传导热量和产生热量很容易。因此,有必要在材料和模具上涂抹拉伸油,以降低冲压过程中的温度,这也可以起到润滑作用。
第八,在生产过程中,如果铝合金外壳有过多的毛刺或崩边,请尽快联系模具部门进行模具修复,以便生产。
第九,在冲压铝合金外壳时,操作人员必须每隔20-30次撕开聚乙烯薄膜,检查铝合金外壳是否有冲压缺陷,如模压、挤压、划伤、鼓包、塌角、卷边等。
 关注官方网站
关注官方网站